- Sede:
- C.so Roma 131/A
28883 Gravellona Toce (VB)
- Orari:
- Da Lunedì a Venerdì:
8:00-12:00 / 14:00-18:00
IL PROCESSO PRODUTTIVO
Il processo produttivo
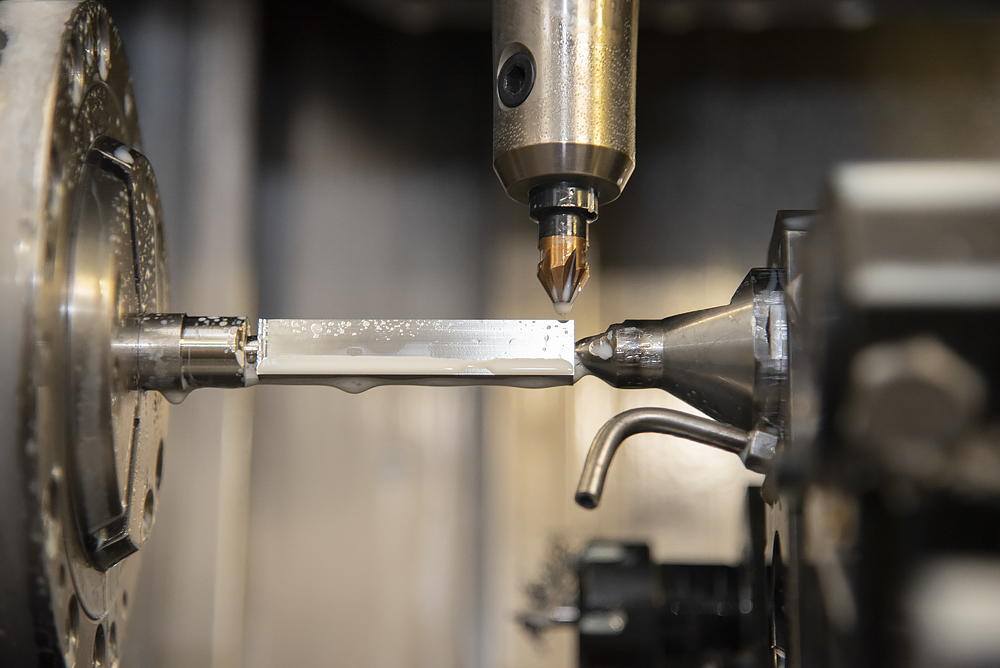
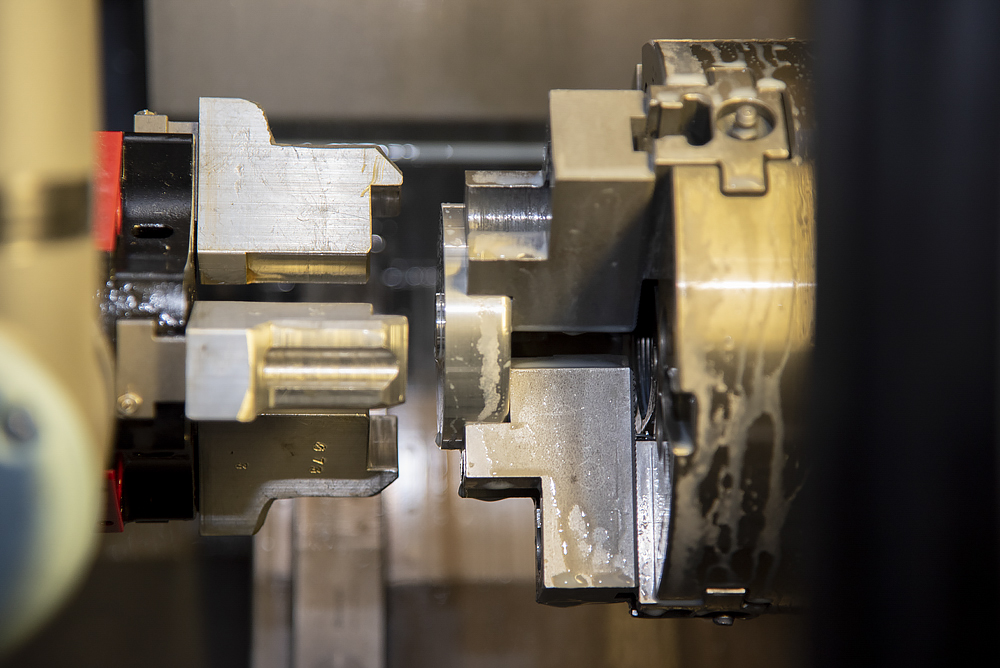
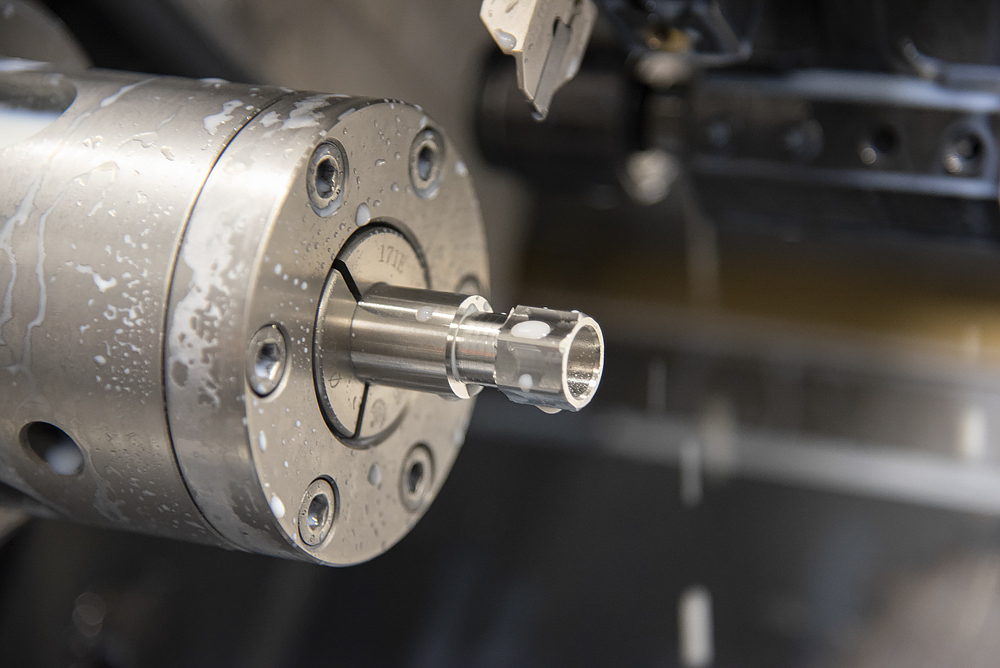
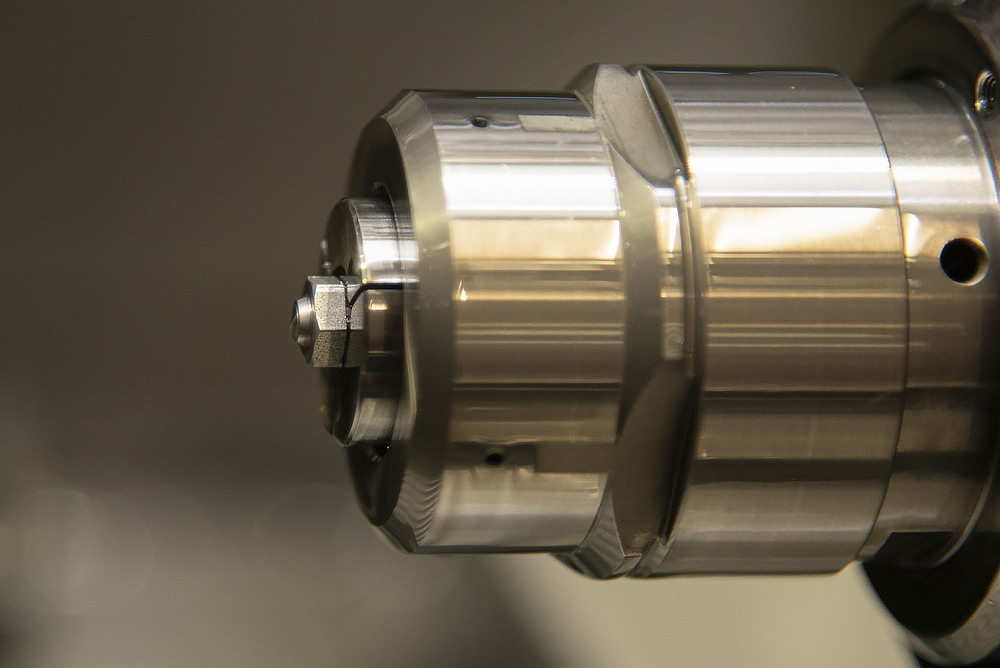
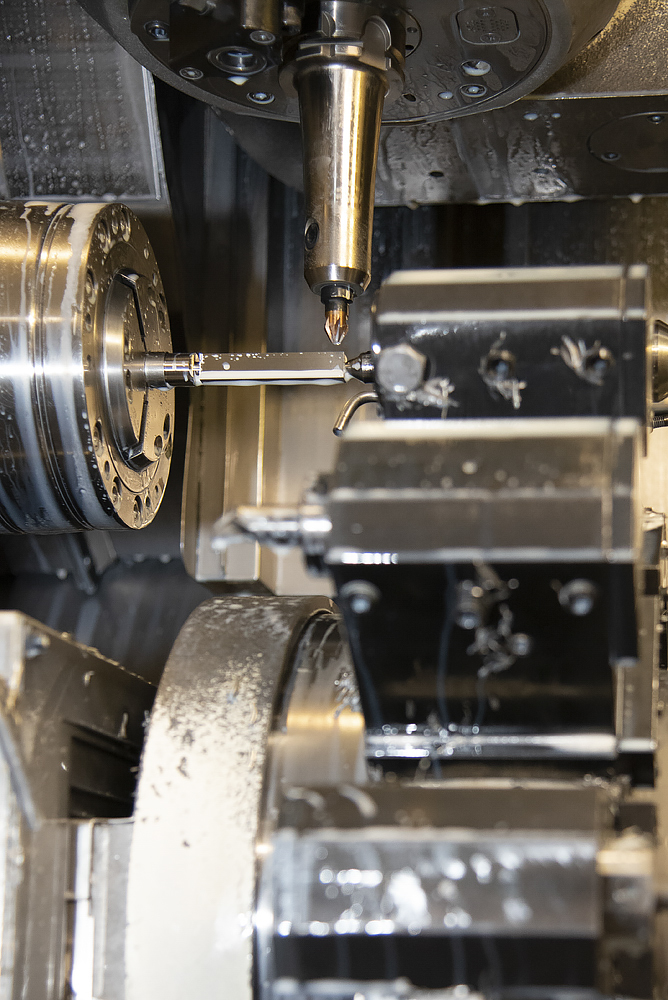
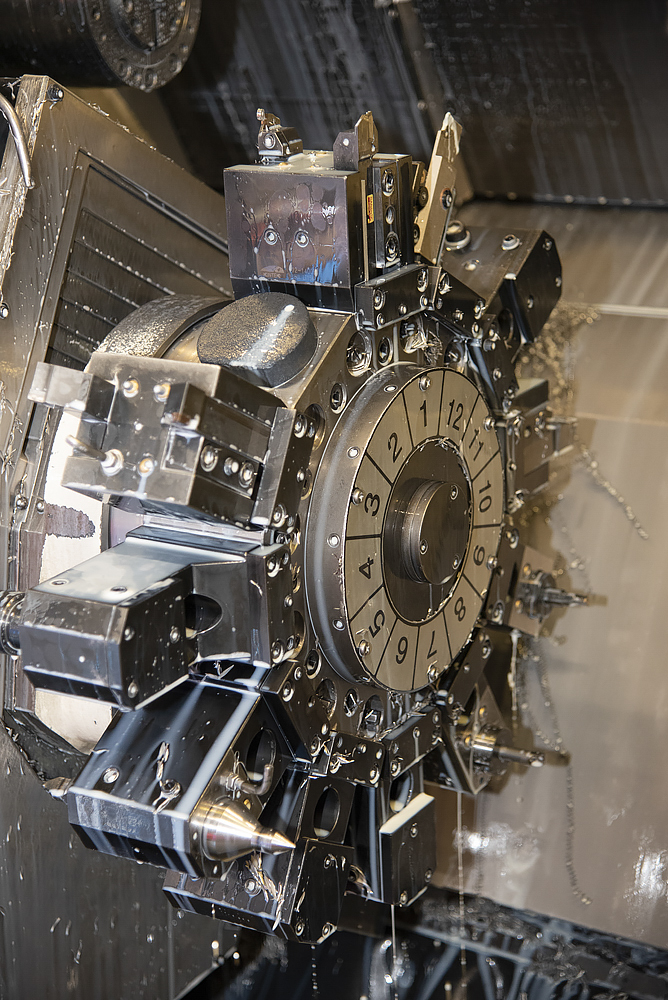
REPARTO TORNERIA
il processo produttivo dei semilavorati si svolge sempre a partire da materia prima in barra o tubo, che viene lavorato su macchine utensili CNC con caricatore barra o con robot .
L'azienda dispone di un parco macchine moderno, performante e aggiornato annualmente, quasi tutte lavorano a temperatura costante grazie a un impianto di raffreddamento centralizzato, è composto da 8 macchine a fantina mobile, 13 a testa fissa, due frese 5 assi, una sega CNC e molte altre macchine accessorie:
cinque fantine mobili Nomura, due Gildemeister GLD, una Escomatic da filo, sei Biglia B470/B446/B436, quattro plurimandrini, due meccanici e due CNC, dei Graziano CTX310, un Nakamura WY150, due frese 5 assi, di queste le ultime quattro sono ad asservimento robotizzato.
Disponiamo inoltre di una lappatrice SUNNEN 1805 semiautomatica, per lappature di fori a partire dal Ø3 in su, e di attrezzeria completa con macchine visualizzate per produrre internamente tutto ciò che non si trova in commercio.
Tutte le macchine dispongono di assi di fresatura, contromandrino per lavorazioni simultanee, e moltissime di impianto ad alta pressione, lavorazioni inclinate e quanto serve per ottenere tutte le lavorazioni finite di macchina senza necessità di riprese successive.
I materiali più comuni sono gli acciai inox AISI316, AISI303, AISI430F, gli ottoni CW510L, CW614N, l'alluminio anticorodal AW6026, AW6082, gli acciai da costruzione, 16NiCr4, 39NiCrMo3, 42CrMo3S, HSX, ETG e simili, la resina Acetalica e il PTFE.
Siamo in grado di gestire lavorazioni su qualunque materiale da torneria.
Il processo produttivo e la sua logistica interna ed esterna è completamente gestito tramite software gestionale sviluppato in proprio, conforme ai nuovi standard 4.0, e inoltre disponiamo di due stazioni CAD/CAM per cavarcela anche in caso di grande complessità delle lavorazioni. Abbiamo una macchina di stampa 3D Formlab 3 per prototipazione
Tutti i particolari sono identificati mediante codici a barre, la documentazione relativa alla gestione materia prima, lavorazioni, collaudi è tutta gestita da software, al quale sono interfacciate tutte le macchine, così da ottenere il controllo stretto della produttività, tracciabilità completa e una pianificazione delle consegne piuttosto precisa.
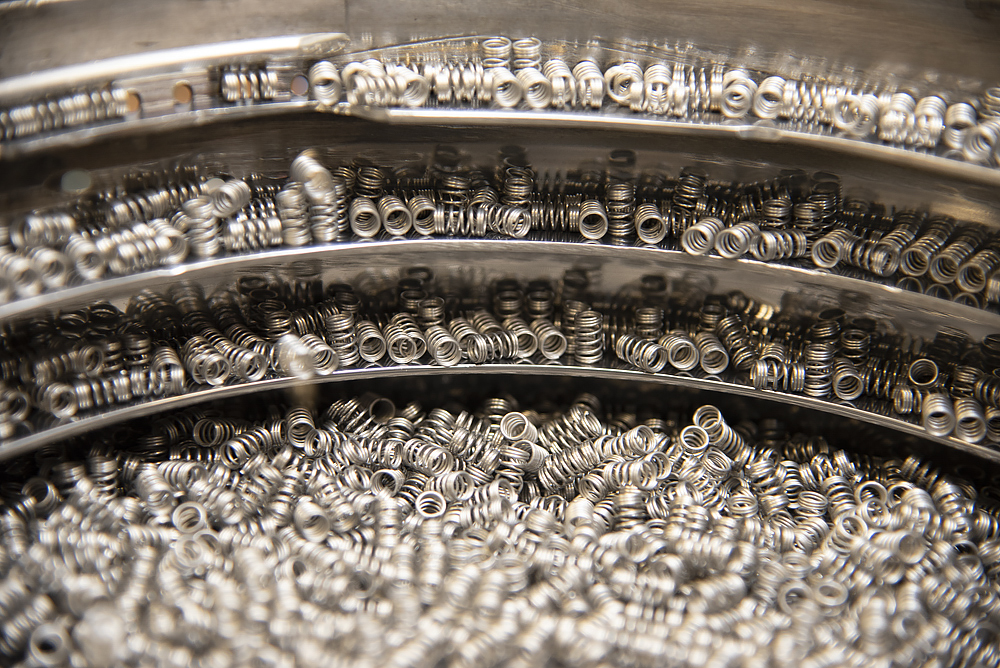
I componenti dopo le lavorazioni meccaniche vengono lavati, sottoposti a trattamenti superficiali o termici e infine destinati al reparto assemblaggio oppure collaudati, imballati etichettati e spediti.
Produciamo più di 10 milioni di valvole all'anno
REPARTO ASSEMBLAGGIO
Il modernissimo reparto assemblaggio è climatizzato e separato dalla Torneria per limitare la contaminazione di particelle nei componenti finiti.
Qui tramite macchine transfer sviluppate in proprio o tramite apparecchi semiautomatici tutti i componenti vengono assemblati, e le valvole successivamente tarate, collaudate e marcate grazie a sofisticatissimi apparecchi.
Il reparto assemblaggio è climatizzato e separato dalla Torneria per limitare la contaminazione di particelle nei componenti finiti.
Dal reparto assemblaggio i prodotti vengono imballati, etichettati e passati al reparto spedizione.

{kind=link}

{kind=link}

{kind=link}

{kind=link}

{kind=link}

{kind=link}

{kind=link}

{kind=link}

{kind=link}

{kind=link}

{kind=link}

{kind=link}

{kind=link}

{kind=link}